




你可能还喜欢
-
 管道开孔切割机 滚床相贯线切割机 等离子功率
¥9.80万
管道开孔切割机 滚床相贯线切割机 等离子功率
¥9.80万 -
 五轴滚轮圆管相贯线切割机 等离子贯线切割机 数控编程软件
¥9.80万
五轴滚轮圆管相贯线切割机 等离子贯线切割机 数控编程软件
¥9.80万 -
 五轴数控相贯线切割机 滚轮圆管切割机 钢管坡口切割方式
¥19.80万
五轴数控相贯线切割机 滚轮圆管切割机 钢管坡口切割方式
¥19.80万 -
 厚壁管火焰切割机 大管径相贯线切割机 可以承重重量
¥19.80万
厚壁管火焰切割机 大管径相贯线切割机 可以承重重量
¥19.80万 -
 管道相贯线切割机 船舶钢管等离子切割机 切割参数范围
¥19.80万
管道相贯线切割机 船舶钢管等离子切割机 切割参数范围
¥19.80万
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
品牌
凯斯锐
型号
kr-xy
用途
切割
工作形式
切割
驱动形式
自动
电流
直流
作用对象
金属
焊接原理
金属切割
动力形式
等离子
作用原理
逆变
样式
相贯线1
加工精度
大功率
保护气体类型
氧气
是否二手
全新
额定输入容量
220
负载持续率
100
产品别名
kasry
产地
山东德州
是否进口
否
图文介绍
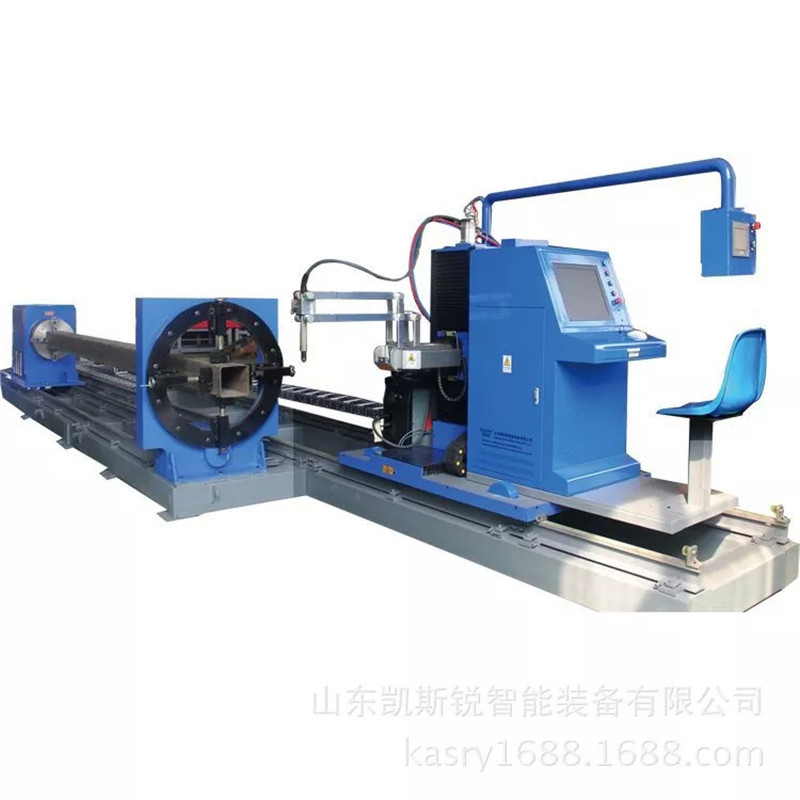
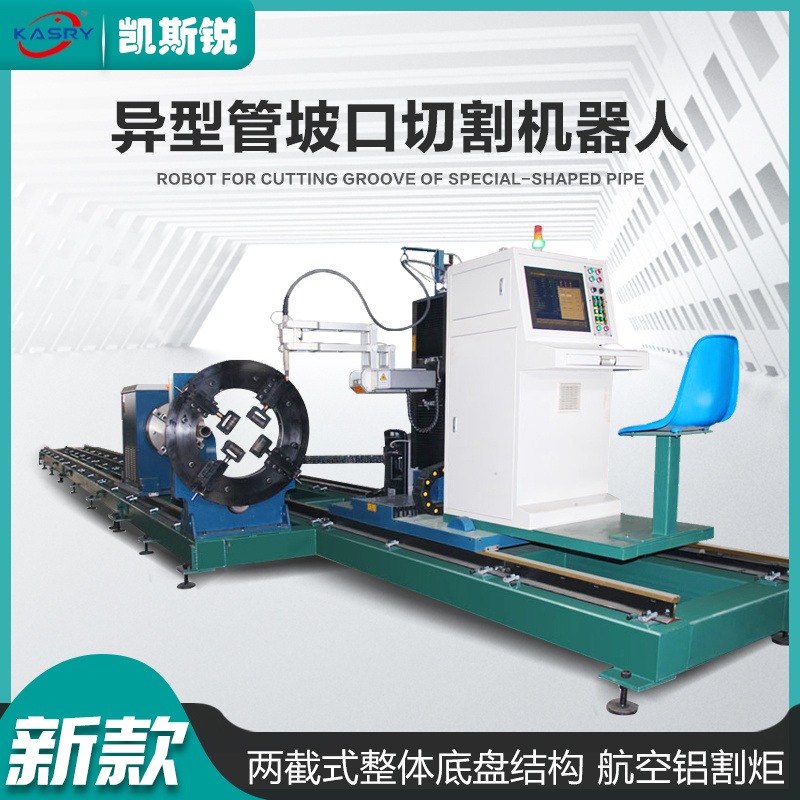
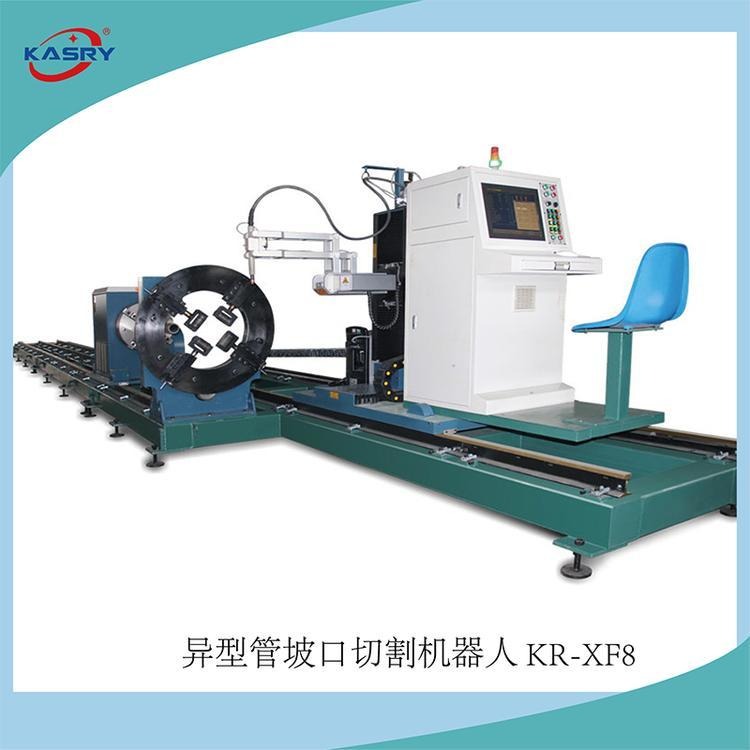
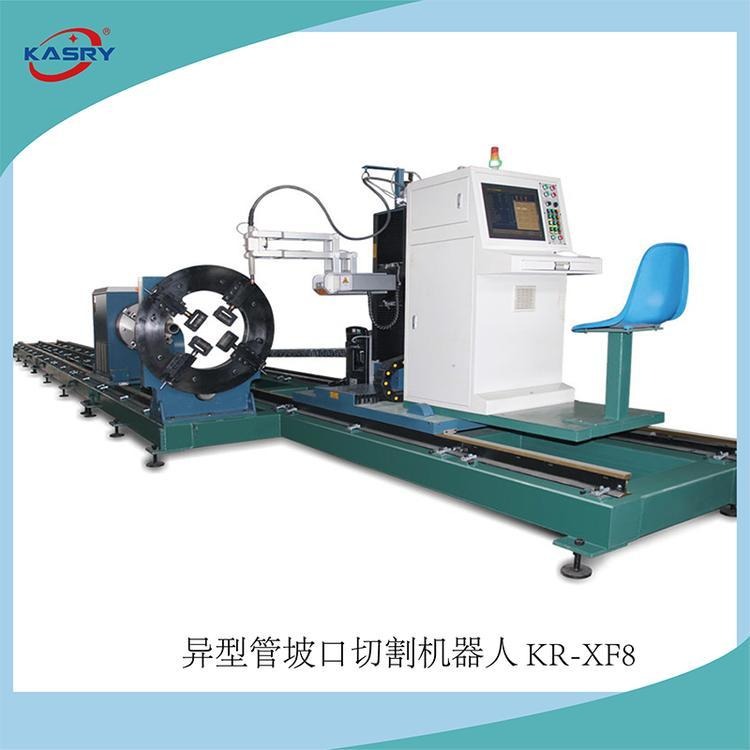
五轴相贯线切割机 五轴坡口相贯线切割机 等离子相贯线切割机 凯斯锐数控相贯线切割机厂家直销
等离子切割机消耗件的保养方法
1.保证等离子正确的气压和流动
等离子体正确的气压和流动对消耗件的使用寿命非常重要。如果气压太高,电极的寿命就会大大减少;气压太低,喷嘴的寿命就会受到影响。 设置时参照等离子切割机的使用说明书。
2.等离子切割机采用合理的切距
切距即切割喷嘴与工件表面的距离,这个距离尽量保持恒定,一般在3-8MM左右,太远了不但耗电量太大,切割穿透能力会下降,而且相对比较消耗电极,使电极使用寿命下降;太近了那更简单,非常费喷嘴,喷嘴的使用寿命会成倍的下降,甚至装上去即被烧掉;当穿孔时,尽量采用正常切距的2倍距离或采用等离子弧所能传递的很大高度。





3.穿孔厚度和切割厚度应在机器系统的允许范围内
等离子切割机不能在超过工作厚度的钢板上穿孔,通常的穿孔厚度为正常切割厚度的1/2。尽量在等离子切割机额定的正常切割厚度范围内切割,尽量不要在极限切割厚度上切割,国产切割机的正常切割厚度一般是生产标注的切割厚度的60%,尽量在这个厚度范围内切割,就能更好的保护割嘴.
4.喷嘴不要过载使用
让喷嘴过载(即超过喷嘴的工作电流),将使喷嘴很快损坏。电流强度应为喷嘴的工作电流的95%为宜。例如:100A的喷嘴的电流强度应设定为95A。
5.保持等离子气体的干燥和洁净
等离子系统需要干燥和洁净的等离子气体才能正常工作。脏污的气体通常是气体压缩系统的问题,它会缩短消耗件的使用寿命,造成非正常损坏。测试气体质量的方法是将割炬设在测试状态,在其下方放一面镜子,消耗割炬内的气体,如果在镜子上出现水气和雾状物,则需要查明原因。
企业简介

企业法人:
邱福兴
企业类型:
有限责任公司(自然人投资或控股)
成立日期:
2012-03-09
经营状态:
在业
工商注册号:
371422200006183
社会统一信用代码:
91371422591389766A
组织机构代码:
591389766
注册资金:
3268.000000万人民币
经营范围:
工业自动化系统软件程序开发、智能工厂管理系统研发与销售;机器人、焊接设备、切割设备、喷涂设备、抛丸设备、弯曲设备、数控机床、打标设备、管道加工设备、输送设备、环保设备、垃圾处理设备、机械设备、数控自动化设备、智能工业设备、能源新产品设备、物流仓储设备、工程机械设备、运动健身器材、机电设备及配件、五金配件生产销售;计量衡器具销售及相关产品的进出口业务。(依法须经批准的项目,经相关部门批准后方可开展经营活动)。
企业地址
店铺新品
-

-
 火焰相贯线切割机 等离子圆管切割机的软件系统 配置¥8.80万
火焰相贯线切割机 等离子圆管切割机的软件系统 配置¥8.80万 -
 八轴相贯线切割机 方管切割钢管直径 630的圆管坡口切割¥19.80万
八轴相贯线切割机 方管切割钢管直径 630的圆管坡口切割¥19.80万 -
 重庆相贯线切割机 数控等离子切割机 开孔打坡口¥9.80万
重庆相贯线切割机 数控等离子切割机 开孔打坡口¥9.80万 -
 海工管道架重型钢管切割机 火焰数控相贯线切割机打坡口 生产厂家¥59.80万
海工管道架重型钢管切割机 火焰数控相贯线切割机打坡口 生产厂家¥59.80万 -

-
 山东凯斯锐 圆管相贯线切割机 管材切割套料软件¥19.80万
山东凯斯锐 圆管相贯线切割机 管材切割套料软件¥19.80万 -

猜你喜欢
-
 大型方钢数控等离子切割机 钢管相贯线切割机 厂家供应
¥8.00万
大型方钢数控等离子切割机 钢管相贯线切割机 厂家供应
¥8.00万 -
 圆管数控等离子切割机 相贯线切割机 软件系统加工方式
¥19.80万
圆管数控等离子切割机 相贯线切割机 软件系统加工方式
¥19.80万 -
 大管径相贯线切割机 风电海洋管道架数控等离子切割机 凯斯锐生产厂家
¥19.80万
大管径相贯线切割机 风电海洋管道架数控等离子切割机 凯斯锐生产厂家
¥19.80万 -
 KR-XF8轴相贯线切割机 方管斜口等离子切割机 配置参数
¥9.80万
KR-XF8轴相贯线切割机 方管斜口等离子切割机 配置参数
¥9.80万 -
 相贯线切管机 钢管切割机 海洋工程管道架小角度坡口搭接演示
¥18.60万
相贯线切管机 钢管切割机 海洋工程管道架小角度坡口搭接演示
¥18.60万
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
18005443999